




新聞資訊
聯係向日葵视频免费下载黄
深圳市模世家科技有(yǒu)限公司(sī)
盧先生:18576895869
曾先生:13509662118
座機:0769-81159596
郵箱:sz@haomsj.com
地址:東莞(wǎn)市大嶺山鎮莞(wǎn)長路顏(yán)屋段798號
手板(bǎn)廠加工手板模型表麵常見處理工藝有哪幾種?
發布日期:2018-06-02 15:14:24
在手板加工的整個過程中,大多數手工板經過適當的(de)加工方法(CNC或3D打印(yìn))需要進(jìn)行表麵(miàn)處理,表麵處理的目的是滿足耐腐蝕性、耐磨性、裝飾性或其他SP的要求。產(chǎn)品功能齊(qí)全,手板加工有數十種加工工藝。模世家手板廠作為一個大型的(de)手板(bǎn)加工廠(chǎng),可以提供手工加工的大部分表麵加工要求(qiú),並有(yǒu)標(biāo)準化(huà)的生產工藝,其次介紹手工加工中常用的表麵處理技術。點擊這裏了解(jiě):手板廠

1、打磨
2、拋光
3、電(diàn)鍍(dù)
4、氧化
5、鈍化(huà)
6、發黑
7、磷化
8、噴砂
9、噴塗
10、拉絲
11、噴(pēn)塑
12、印(yìn)刷
13、鐳(léi)雕
磨削是最常用的表麵處理(lǐ)技術之一,通常使用粗糙的(de)物體(如高硬度的砂紙等(děng))通過摩(mó)擦(cā)改變材料表(biǎo)麵的物理性質,去除工件表麵、加(jiā)工線和ADH表麵的(de)缺陷。為了提高工件的平整度,減少粗糙度,工件(jiàn)表麵平整光滑。

拋光是利用柔性拋光工具(jù)和磨料顆粒或其他拋光介質在磨(mó)削的(de)基礎上對工件表麵進行修改,拋光不能提高工件的尺寸精度或幾何精度,而是為了獲得光滑的表麵或鏡麵。光澤,有時消除光澤(消光)。拋光後工件表麵粗糙度一般(bān)為Ra0.63~0.01微米。
電鍍是利用電極通(tōng)過電流將金屬附著在物體表麵上。其目的是改變物體表麵的特征或尺寸。電鍍一般分為濕鍍和(hé)幹鍍兩(liǎng)種類(lèi)型。濕法通常稱為水鍍;幹法通常(cháng)稱為真空鍍。
鍍覆金屬通過電極法並產生離子置換以(yǐ)附著在電鍍表麵上,而真空鍍是高壓和(hé)高電流,使(shǐ)塗層金屬通過真空蒸發金屬而蒸(zhēng)發到電鍍表麵。ATE具(jù)有良好的粘附性(xìng),後期不需(xū)要其(qí)他處理。真空鍍膜附著力差,一(yī)般需要在表麵鍍PU或UV。PC不能電鍍。模具不能鍍水,隻能鍍真空,鍍液顏色單調。普通水鍍有鉻、鎳和金。真空鍍膜可以解決(jué)七(qī)種顏色的問題,工件在(zài)鍍前的(de)表麵效應必須磨製砂紙1500~2000,然後拋光,使鍍液變得非(fēi)常昂貴,真空鍍膜的效果可(kě)以是S。輕不超過(guò)800~1000的砂紙,因此真空(kōng)鍍膜相對便宜。
金屬的氧化是一種保(bǎo)護性氧化(huà)膜,用氧或氧化(huà)劑在金屬表麵形成,以防止(zhǐ)金屬腐(fǔ)蝕,氧化分(fèn)為化學氧化和(hé)電化(huà)學氧化(陽極氧化)。

(1)化學氧化法製備的氧化膜較薄,厚度約0.3-4UM,多孔性好,吸(xī)附能力(lì)強,柔軟耐磨,導電性能好,適合(hé)屏蔽要求,具有各種顏色和良好的吸附能力,可塗裝在(zài)各種(zhǒng)顏色的表麵,可在(zài)其表麵噴塗,提高了鋁製品的耐腐蝕性和(hé)裝飾性。
(2)陽極氧化產生的氧化膜較厚,厚度一般在5~20m,硬質陽極氧化膜厚度可達60-2500μm,硬度高,耐磨性好,化學穩定性好,耐(nài)腐蝕性好,吸附ABIL。性能好,絕緣性好(hǎo),絕(jué)熱抗熱性強,可使用各種顏色(sè)。
鋁及鋁合金經過(guò)化學(xué)氧化處理,特別是陽(yáng)極氧化後,已廣泛應用於航空、電力、電子、機械製造、輕(qīng)工等行業,其表麵氧(yǎng)化膜具有良好的保護性和裝飾(shì)性。
在一定條件下,當金屬(shǔ)電勢(shì)由(yóu)於外加陽極電流或局部陽極電流而向正方向移動時,原始活性溶解金屬的表麵狀態將突然變大,金屬的溶解速率迅速下(xià)降。這種表麵狀態被稱為鈍化。
鈍(dùn)化可以提高金屬材料的鈍化性能,促進金屬材料在環境中鈍(dùn)化(huà),提高金屬(shǔ)的機械強度。它是(shì)控製腐蝕、提高金(jīn)屬和塗層附著力的最有效方法之一。
表麵發黑也稱發藍(lán),黑化處理目前常用於傳統(tǒng)堿加熱發黑和後期出現兩種常溫發黑。
發黑保護膜為(wéi)黑色,提高了(le)金屬表麵(miàn)的耐蝕性和機(jī)械(xiè)強度,還可作為塗層的良好基體,不(bú)鏽鋼不(bú)會變黑,鐵具(jù)有最(zuì)佳的(de)發黑效果。
磷化是利用錳、鋅、鐵(tiě)等金屬磷酸鹽溶液對(duì)金屬表麵進行處理,使其成為不溶性磷(lín)酸鹽保護膜的過程,磷化處(chù)理(lǐ)產(chǎn)生的(de)保(bǎo)護膜可提高(gāo)金屬的絕緣和耐蝕性,提高磷的(de)保護性。金屬表麵的磷化(huà)處理分為冷磷化(室溫磷化)、熱磷化、噴塗少磷化和電化學磷化(huà)。磷化處理是汽車覆蓋件、駕駛室、汽車(chē)箱體等(děng)塗裝件預塗處(chù)理的主要方(fāng)法,要求磷(lín)化膜薄、光滑、均勻、中等厚度和耐熱性。
噴砂是(shì)以壓縮空氣為動(dòng)力源,在工件表麵形成高速射流束(銅礦石、石英砂、金剛砂、鐵砂、海砂)。由於磨料對工件表麵的(de)衝擊和切削作用,工件表麵可以得到一定的清(qīng)潔度和不同的粗(cū)糙度,改善了表麵的力學性能,從(cóng)而提高(gāo)了工件的抗疲勞(láo)性,提(tí)高了工(gōng)件的粘結強度。KPARE和油漆塗層的增加,延長了漆膜的耐久性,並(bìng)且油漆的(de)流動和(hé)裝(zhuāng)飾也是(shì)有益的。
表麵(miàn)噴塗是應(yīng)用最(zuì)廣泛的表麵處理方法之一,噴塗具有以下優點:
(1)成形後可覆蓋(gài)工件表麵缺陷。
(2)工件表麵可通過噴(pēn)塗多(duō)種顏色、不同光澤度、不同視覺效果和不同(tóng)的手柄來獲得。
(3)提高工件表麵的硬(yìng)度和耐磨(mó)性。
噴塗效果有啞光、半啞光、光(高(gāo)光)、各種顏色(sè)、各種質地、蝕刻、拉拔效果(金屬顏色可畫)、皮革效(xiào)果、彈性感效果(橡膠漆)等。
拉絲是(shì)通過磨削產品在工件表麵形(xíng)成裝飾線條的一種表麵處理(lǐ)方法,拉絲能很好地反映金屬材料的織構(gòu),使金屬(shǔ)表麵獲得非鏡像金(jīn)屬光澤,根據表麵效應,可以劃分。直線(發際線(xiàn))和線(雪花)。
絲綢圖案的種類之間有很好(hǎo)的主觀性,每個用戶對(duì)表麵線條有不同的(de)要求,對線條效果的偏好不同。因此,需要有一(yī)個拉絲樣板來(lái)滿足用戶的要求。圓弧(圓弧麵和直角交叉點很難看,畫不勻),油漆表麵(金屬顏色表麵(miàn)可以畫小的鰭線)不適合DRAWWIN。
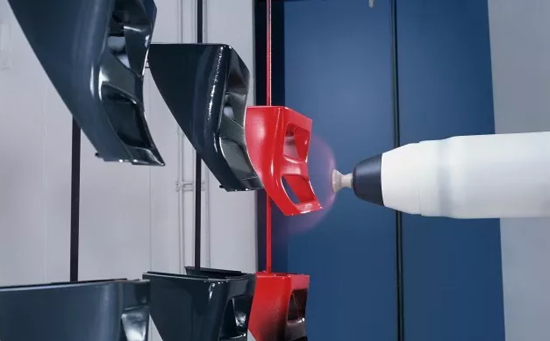
靜電噴塗是利用電暈放(fàng)電使粉末塗層吸(xī)附(fù)在工件上的過程,其過程是粉末供給係統通過壓(yā)縮空氣氣體將粉末塗層送入噴槍,由高壓靜電發生(shēng)器A產生(shēng)的高壓。在(zài)噴槍前麵,通過電暈放電產生密集的電荷。粉體是由靜(jìng)電力形成的噴槍噴嘴產生的,在極性(xìng)相反的工件(jiàn)上,隨著噴霧上的粉末增(zēng)多,電荷的積(jī)累越多,當達到一定(dìng)的厚度時,由於電的緣故,吸附不能(néng)繼續。靜態斥力,使整個工件塗上(shàng)一定的厚度,然後將粉末熔化、平整和(hé)固化,通過熱,即在工(gōng)件表麵(miàn)上(shàng)塗覆一層硬(yìng)塗層。
靜電粉末噴塗的優點和缺點:無需(xū)稀釋、無毒(dú)害(hài)、對(duì)環境無汙染、塗層質量好、附著力高、機械強度高、耐腐蝕、固(gù)化時間短、無底漆、工人技術要求低、使用率高。粉(fěn)末的離子率、厚膜、波紋、不光滑的表麵效(xiào)應,隻有半啞光(guāng)和光處理,光照這兩種外觀效果。
印刷是塑料手板常用的表麵處理工藝之一,可分為絲網印(yìn)刷和(hé)移印兩(liǎng)種(zhǒng)。
(1)絲網:篩板上的一些網孔可能通(tōng)過油墨泄漏到密封件上,其(qí)餘的網板被堵塞,油墨不能通過油墨形成。油墨在印刷過程(chéng)中是可滲透的,油墨是在印刷板上形成的。油墨在(zài)篩板的一(yī)端上油(yóu)墨。在沒有外力作用的情況下,油墨不會穿過網格漏出。當油墨以一定的角度(dù)和壓力刮擦時,油墨(mò)被用來(lái)刮墨,將屏幕轉(zhuǎn)移到屏幕下的基板上,實現圖像(xiàng)的複製。

絲(sī)網印(yìn)刷的優點:
一、成本(běn)低、見(jiàn)效快。
B、印刷在不(bú)規則基材的表麵上。
C,附著(zhe)力強(qiáng),油墨好。
D,厚(hòu)實墨(mò)層,固感。
旋(xuán)轉(zhuǎn),顏色好,顏色好。
f,印刷材料被(bèi)廣泛使用,並(bìng)且印刷尺(chǐ)寸(cùn)很大。
(2)轉移(表麵(miàn)印刷):一種塑料成型(xíng)製品的(de)表麵,它包含一個彎曲或略微凹凸的表麵,上麵有一塊需要(yào)印刷和印刷的柔性(xìng)橡膠。印刷油墨首先(xiān)放(fàng)在雕刻文本或圖案凹版中(zhōng),然後是文字或圖案I。將S複(fù)製到(dào)橡膠上,然後將文(wén)本或(huò)圖案轉移到塑(sù)料成型表(biǎo)麵用橡膠。最後,通過熱(rè)處理或紫外光照射來固化油墨。
鐳雕刻,也稱激光雕刻,是一種基於光學原理的表麵處(chù)理技術。例如(rú),製作一個鍵(jiàn)盤,它有藍色(sè)、綠色(sè)、紅色和灰色,並且主(zhǔ)體是白色的。當(dāng)激光雕刻時,第一個噴頭、藍色字、綠色字、紅色字(zì)、灰色字各噴(pēn)出相應的顏色,因此它看起來像藍色鍵、綠色鍵等,然後整個(gè)噴頭都是白(bái)色的,所以它是一個完整的白色鍵盤,所有的藍色和(hé)綠色都被覆蓋。然後用激光技術和工業設計師的按鈕圖製(zhì)作出(chū)白(bái)色的油(yóu),顯示出藍色和綠色等關(guān)鍵(jiàn)。

鐳雕刻的局(jú)限性:
(1)鐳雕刻深(shēn)度:鋁0.1mm,塑料噴塗:0.2-0.3mm,鐵等金屬高達0.08mm;
(2)鐳雕刻的極(jí)限表麵積為100x100mm。鐳雕刻需要拚接超過100x100mm。
(3)白色和近白色的顏色不能雕刻出來,雕刻在表麵鐳上的文字容易變形。